






产品分类 更多>>



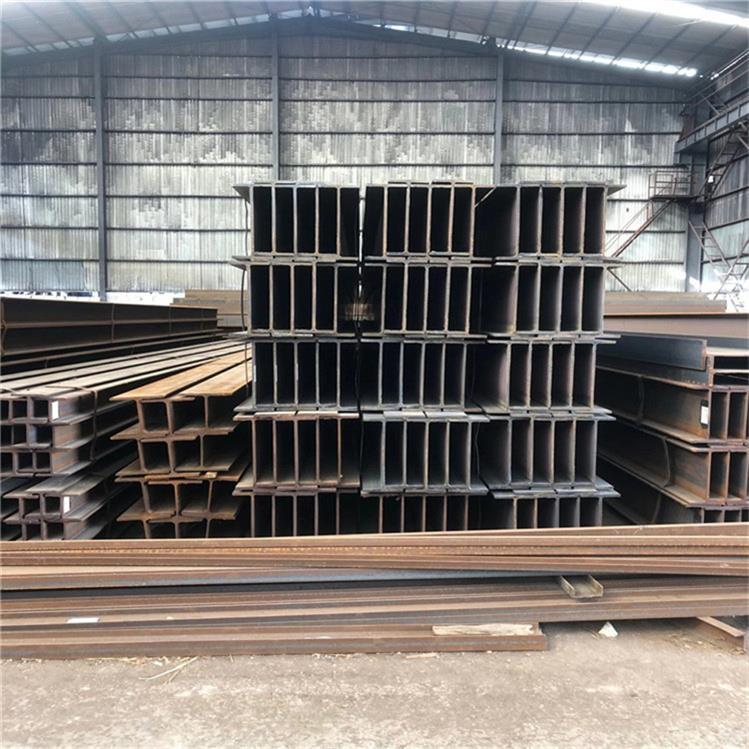
英标H型钢材料:
所以凡是遇到进行间断切削的场合,那将应该想到将车削加工改为车-铣加工。优良的断屑加工:多次加工实践证明,对某些零件材料,采取车-铣加工代替车削加工,可以消除以往的缠绕在刀头的“鸟窝”状切屑的现象。因为切削中复合了具有天然断屑加工优势的铣削加工,将连续切屑折断成容易排除的小碎片。柔性轴加工:当车削长而细且中间还不能支撑的零件,使用车-铣加工能较好地防止零件在加工中产生挠(弯)曲。与车削相比,理论上讲,铣削能够在刀具承受很小压力的情况下切削零件。
一、UB762*267*147英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢化镀锌工艺稳定,镀层细致。镀液分散能力好。根据氰化钠含量的多少不同,又分为高氰,中氰和低氰镀锌三种。氰化镀锌的缺点是毒性太大,对环境危害严重。

二、UB762*267*147英标H型钢热扎工艺手段:2)加工率:用于记录近似变形程度。链接柱型钢的节点,需要确保从柱型钢的两侧穿过。如果出现钢筋与柱中型相交,在处理的时候,就需要从柱型两边将梁筋断开,将柱和套筒的边缘相接,要想在实际的施工中更多方面地对节点进行浇灌,还需要在柱型钢的边缘处进行加劲肋的设置。在实际的施工中,需要防止加劲肋出现局部弯曲的情况,所以,在设置加劲肋的时候,就需要保证加劲肋的轻度大于梁钢筋的强度,这样才能保证将梁边缘的拉力向相关的节点进行有效传输 [3] 。
四、UB标H型钢规格型号表:

钢铁冶金:控制器驱动定子的电压,同时电流重建回路检测电机的总电流。对等式的各项进行一个简单的重新排列和数学合并就能够产生sine和cosine项。一个相位锁定的回路不断跟踪这个算法,推导出角度和速度,就类似于用在IC数字变换器上的类型。这种算法的第二个特点是相电流变送单元根据换流器直流链接的电流量来推算出电机的相电流。参见图2的说明,对于任何一个运行中的换流器单元来说,总有一个绕组被连接到一个总线导轨,同时有另外2个绕组被连接到其它总线导轨。
所以凡是遇到进行间断切削的场合,那将应该想到将车削加工改为车-铣加工。优良的断屑加工:多次加工实践证明,对某些零件材料,采取车-铣加工代替车削加工,可以消除以往的缠绕在刀头的“鸟窝”状切屑的现象。因为切削中复合了具有天然断屑加工优势的铣削加工,将连续切屑折断成容易排除的小碎片。柔性轴加工:当车削长而细且中间还不能支撑的零件,使用车-铣加工能较好地防止零件在加工中产生挠(弯)曲。与车削相比,理论上讲,铣削能够在刀具承受很小压力的情况下切削零件。
一、UB762*267*147英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢化镀锌工艺稳定,镀层细致。镀液分散能力好。根据氰化钠含量的多少不同,又分为高氰,中氰和低氰镀锌三种。氰化镀锌的缺点是毒性太大,对环境危害严重。
二、UB762*267*147英标H型钢热扎工艺手段:2)加工率:用于记录近似变形程度。链接柱型钢的节点,需要确保从柱型钢的两侧穿过。如果出现钢筋与柱中型相交,在处理的时候,就需要从柱型两边将梁筋断开,将柱和套筒的边缘相接,要想在实际的施工中更多方面地对节点进行浇灌,还需要在柱型钢的边缘处进行加劲肋的设置。在实际的施工中,需要防止加劲肋出现局部弯曲的情况,所以,在设置加劲肋的时候,就需要保证加劲肋的轻度大于梁钢筋的强度,这样才能保证将梁边缘的拉力向相关的节点进行有效传输 [3] 。
四、UB标H型钢规格型号表:
钢铁冶金:控制器驱动定子的电压,同时电流重建回路检测电机的总电流。对等式的各项进行一个简单的重新排列和数学合并就能够产生sine和cosine项。一个相位锁定的回路不断跟踪这个算法,推导出角度和速度,就类似于用在IC数字变换器上的类型。这种算法的第二个特点是相电流变送单元根据换流器直流链接的电流量来推算出电机的相电流。参见图2的说明,对于任何一个运行中的换流器单元来说,总有一个绕组被连接到一个总线导轨,同时有另外2个绕组被连接到其它总线导轨。





















